


Автоматическая линия по производству статоров двигателей (роботизированный режим 2)
Описание продукта
● Робот используется для перемещения катушек вертикальной намоточной машины и обычной машины для вставки проволоки с сервоприводом.
● Экономия труда при намотке и вставке проводов.
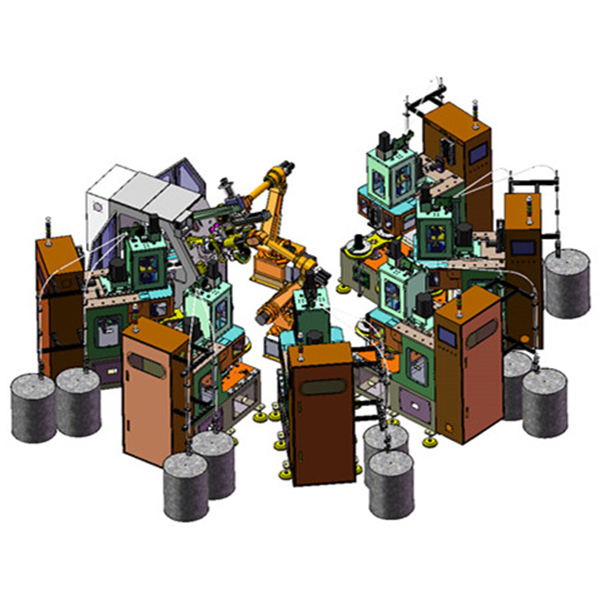
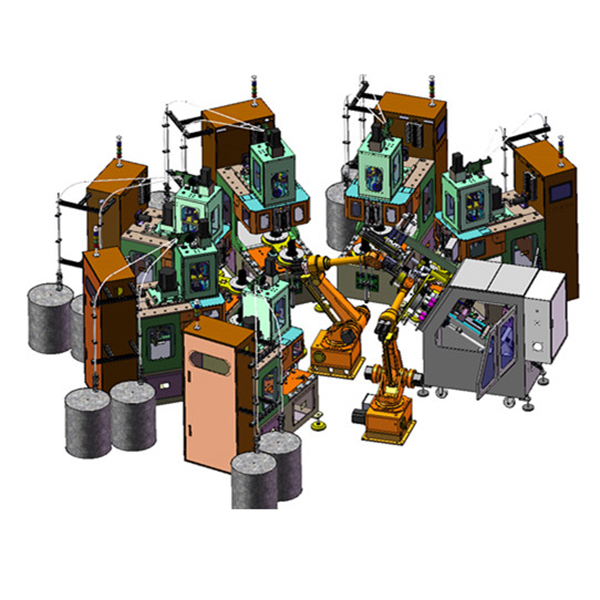
Структура
Решения распространенных проблем после автоматической сборки роторной линии
Автоматическая линия сборки роторов представляет собой автоматическое оборудование, состоящее из исполнительных механизмов, сенсорных элементов и контроллеров. Неисправности в автоматической линии сборки роторов могут привести к неустойчивой или полностью неработоспособной работе. В этой статье мы рассмотрим четыре распространенных метода определения неисправностей в автоматических линиях сборки роторов.
1. Проведите комплексную проверку оборудования электропитания, источника воздуха и источника гидравлики в автоматической сборочной линии ротора. Большинство проблем автоматической сборочной линии ротора возникают из-за проблем электропитания, источника воздуха и источника гидравлики. При проверке убедитесь, что электропитание цеха достаточно и все оборудование нормально запитано. Проверьте источник давления воздуха и гидравлический насос, необходимые для гидравлики сборочной линии.
2. Проверьте, изменилось ли положение датчика в автоматической сборочной линии ротора. Со временем датчики могут испытывать проблемы с чувствительностью, сбои или изменение положения. Положение обнаружения и чувствительность датчика необходимо часто проверять, правильно настраивать при изменении положения и немедленно заменять при выходе из строя. Проблемы с вибрацией во время операций по сборке движущегося ротора также могут привести к ослаблению датчиков. Крайне важно убедиться, что датчик надежно закреплен на месте.
3. Проверьте реле, клапан управления потоком и клапан управления давлением. Функция реле аналогична функции датчика магнитной индукции, и долгосрочные проблемы с заземлением повлияют на нормальное использование цепи и потребуют замены. Пневматическая или гидравлическая система сборочной линии, открытие дроссельной заслонки, пружина регулировки давления клапана давления и т. д. потеряют твердость или начнут проскальзывать из-за проблем с вибрацией и потребуют частого обслуживания при нормальном использовании.
4. Проверьте электрические, пневматические и гидравлические соединения цепей. Если проверка места неисправности не выявила источник проблемы, проверьте состояние цепи устройства на предмет обрыва цепи. Убедитесь, что проводники кабельного канала не имеют контуров из-за проблем с вытягиванием, и осмотрите бронхи на предмет любых повреждений или складок. Проверьте, не заблокирован ли гидравлический масляный контур. Если трахея сильно сморщена, ее следует немедленно заменить. Если возникла проблема с гидравлической масляной трубкой, ее также необходимо заменить.
5. Если вышеперечисленные условия отсутствуют, вероятность возникновения программных проблем в контроллере роторной автоматической линии относительно мала.
